Gun drilling is an advanced and precise deep-hole drilling technique that utilizes a long, straight tool to create exceptionally deep holes in various materials.
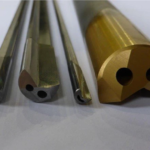
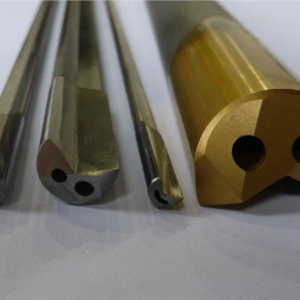
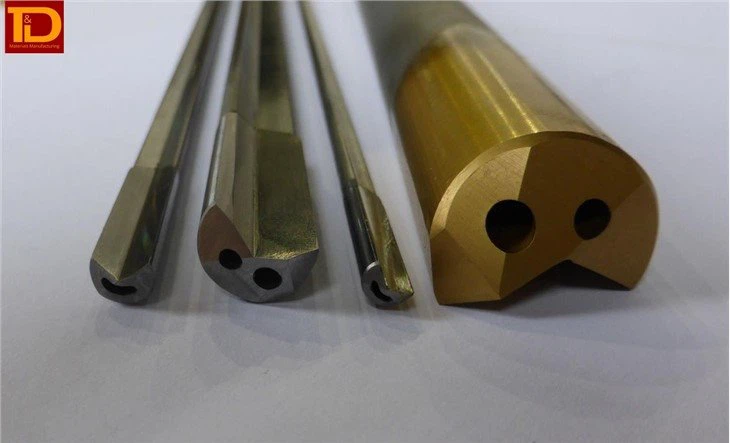
A standard gun drill has a unique head shape, a single effective cutting edge, and a groove along the tool’s length. During the drilling process, the gun drill employs coolant introduced through a hole in the tool and expels chips through the groove. Guide pads on the tool head burnish the hole, resulting in a highly precise, round hole with a specific diameter.
This distinctive internal coolant/external exhaust feature sets gun drilling apart from other methods of deep-hole drilling. It is a highly effective technology suitable for both drilling deep holes with a length and diameter ratio exceeding 10 and achieving precision in shallow hole drilling. The gun drill is assembled by welding the drill shank, drill stem, and drill tip together, with a through-hole for the entry of cutting liquid into the cutting area.
Need a Custom Project?
Get in touch with our team! We’re here to assist with any questions you may have. Simply complete the corresponding form, and we’ll be happy to help. If you need a customized project, please provide us with the necessary details, and we will promptly provide you with a quote.








{kind=link}
{kind=link}
{kind=link}